3D printing with metals on Formnext 2017

3D-printed parts from engineering filaments are able to press metal, where their strength and temperature resistance are sufficient. Recently, we wrote about what plastics are used in industrial FDM printing and what equipment for working with them was demonstrated at Formnext 2017. Today we will continue the theme of the exhibition, turning to metal products.
Powder sintering
Manufacturers of 3D printers and consumables are seriously taken up with the idea of using raw materials in printing, originally intended for use with Metal Injection Molding, MIM technology. Fine metal powder with a small amount of a thermoplastic binder is molded under pressure, and then baked. Shrinkage in the process can exceed 10%, the real value is predictable and taken into account during production.
Instead of a press and forms at the first stage, it is quite realistic to use a 3D printer to obtain a blank. There is no established name for the production technology: Desktop Metal has BMD, Bound Metal Deposition. Markforged has ADAM, Atomic Diffusion Additive Manufacturing. AIM3D calls this CEM, Composite Extrusion Modeling. Compared with MIM or SLM printing, the cost of equipment and a single final product can be significantly reduced.
Desktop Metal and Markforged

Markforged and Desktop Metal offer equipment complexes consisting of an FDM printer, washing installation and oven. After printing, the part is cleared of plastic binder from the outside and sent to the oven, where it is processed in two stages - first, the remnants of plastic are removed, and then the part is baked. Depending on the raw materials, it is possible to use a gas atmosphere in the furnace, for example argon. The result is a part with a density of up to 99.7% for Markforged and up to 99.8% for Desktop Metal, this is a question of porosity.
Markforged Metal X

- Working chamber: 250 x 220 x 200 mm.
- Layer thickness: from 50 microns.
- Related equipment: Wash-1 cleaning station, Sinter-1 or Sinter-2 furnace.
AIM3D

The company offers an ExAM 255 printer and an ExSO 90 oven. The printer does not work with a filament or powder, but directly with MIM pellets. Otherwise, it looks like an ordinary FDM machine and can print using familiar plastics, also from granules - it is also cheaper than using a filament.
AIM3D ExAM 255

- Working chamber: 255 x 255 x 255 mm.
- Layer thickness: from 20 microns.
- Material supply: using a complete or external compressor.
BASF and Fraunhofer IFAM

BASF last year announced the Ultrafuse 316LX filament - commercially it is not yet available, is in the process of testing. Apium and Gewo 3D have already announced that "it works." A bar customary for FDM printers, but consisting of stainless steel powder with plastic bonding material. The declared porosity of the part after baking is less than 2%. You can print metal on a conventional 3D printer, it remains only to find a suitable oven for baking. Fraunhofer IFAM demonstrates this in terms of printing with steel, titanium, copper and other metals and alloys using the Renkforce RF100 desktop printer for less than € 300.
Inkjet printing

For the formation of parts that will be subject to roasting, it is not necessary to use FDM technology. There are installations that work as gypsum polymer printers, only with other raw materials. Apply a layer of powder, fix in the right places with a liquid binder, repeat. Remove the obtained parts from excess metal powder and bake. With slight differences in implementation, the Desktop Metal Production System, ExOne industrial printers, and Digital Metal DM P2500 installations work this way.
ExOne M-Flex

- Working chamber: 400 x 250 x 250 mm.
- Layer thickness: from 100 microns.
- Print speed: 30-60 seconds per layer.
Traditional technology
Yes, they can already be called that. Selective laser sintering and selective laser melting. In the first case, the heating temperature of the metal powder layer is below the melting point, sintering of particles occurs. In the second, the powder is fully alloyed. In these areas on Formnext presented their products as giants and beginners.

Concept Laser, which is part of GE, demonstrated a printer with a working area of 1.1 x 1.1 x 0.3 m. It is called ATLAS, it operates with a kilowatt laser and is equipped with an integrated 3D scanner.

SLM Solutions showed the SLM 800 - a car with a camera of 500 x 280 x 850 mm. Up to four parallel operating lasers, 700 W each, plus the ability to automate the production chain — manual operations, from loading powder to cleaning the finished part, are excluded. A more modest installation, the SLM 280, has been upgraded to version 2.0 and is now equipped with one or two lasers up to 700 W, with a working chamber 280 x 280 x 365 mm. An optional automatic powder feeder is available.
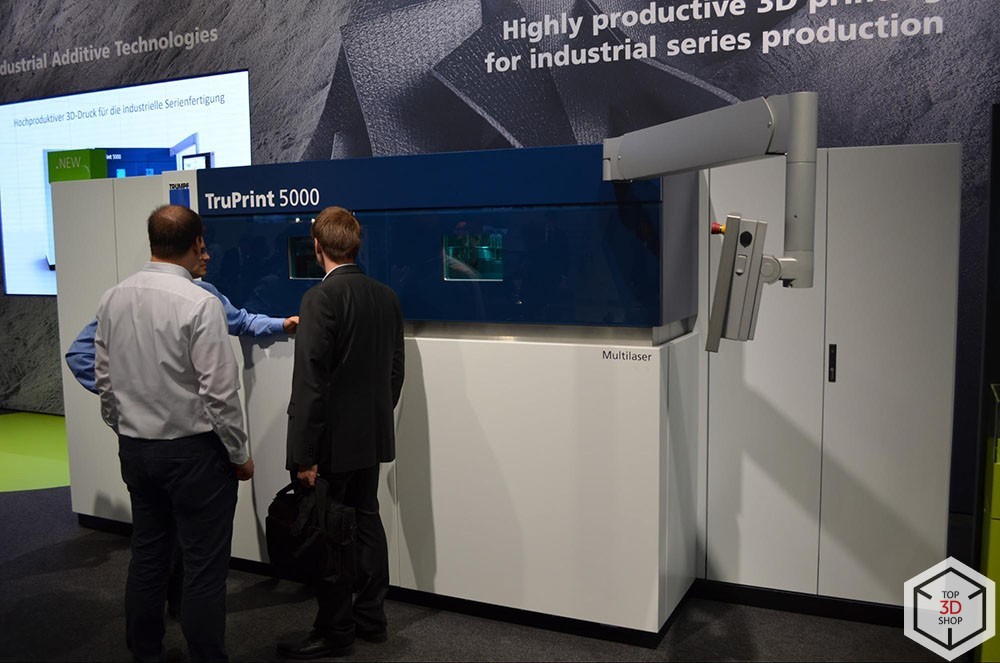
Trumpf announced that its TruPrint 5000 is the fastest car among classmates. Its working area is a cylinder with a diameter of 300 mm and a height of 400 mm, three lasers each, 500 watts each. Plus, the automation of moving the "barrel" into and out of the work area - to the cleaning station.
SLM Solutions SLM 280 2.0
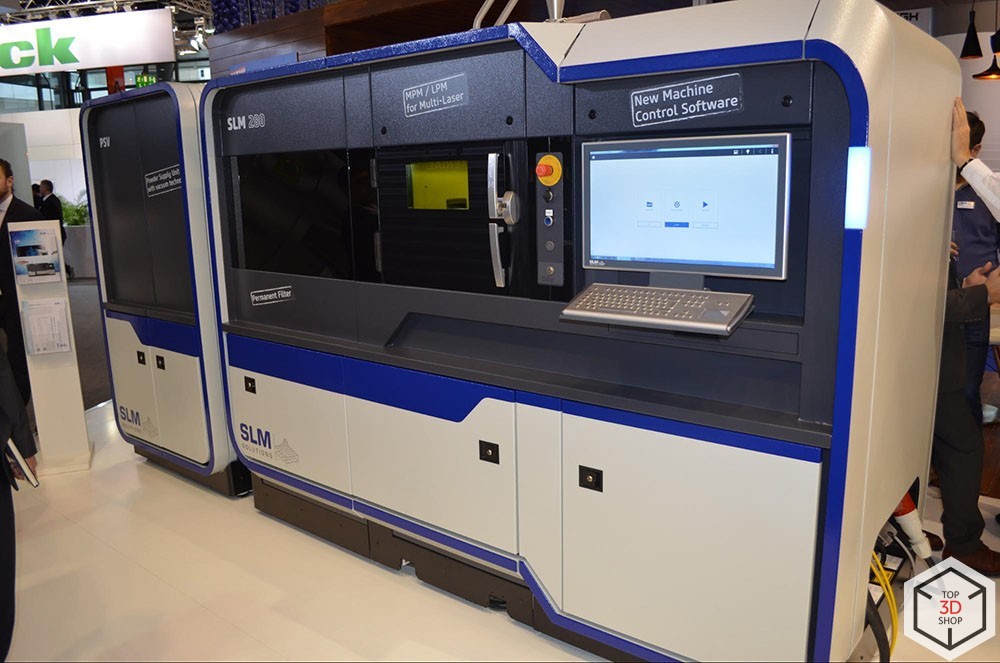
- Working chamber: 280 x 280 x 365 mm.
- Layer thickness: from 20 microns.
- Wall thickness: from 150 microns.
Original solutions

OR Laser offers the ORLAS Creator , a relatively compact printer, with a work area in the form of a cylinder with a diameter of 100 and a height of 110 mm. This time on Formnext showed its modification - ORLAS Creator Hybrid, equipped with a three-axis mill. The idea is that every 5-10 layers process the outer and inner surfaces of the parts in place, which will greatly increase accuracy and reduce the need for subsequent post-processing.

The printer from Aurora Labs, S-Titanium Pro , can work on sintering and melting technology, but the third option is more interesting - called DED, Directed Energy Deposition. The idea of the method in the direct supply of metal powder in the zone of the laser. So you can, for example, weld metal onto a part to change its configuration or repair.

Xact Metal introduced the XM300 , a new device with a print area of 254 x 330 x 330 mm, equipped with two or four independent lasers. The peculiarity of the Xact Metal approach is that its printers do not use mirrors driven by galvanometers. Moving the mirror is similar to the head movement in an FDM printer, and in this immediately plus - the laser beam is always perpendicular to the surface of the powder. The second advantage is the low cost of implementation. The main disadvantage is the difficulty of achieving sufficient speed of the laser, here Xact Metal has developed a number of know-how in order to keep up with the competition.

InssTek puts on DMT technology, Direct Metal Tooling. This is the commercial name for the implementation of the DED, the essence of the supply of metal powder in the zone of operation of the laser. Thus, it is possible not only to “grow” parts, but also to change existing ones, to modernize or repair, compensating for wear. It remains to add that the printer InssTek MX-MINI , which is mainly about speech, is five-axial and has a working chamber of 200 x 200 x 200 mm.

SPEE3D approached the issue of manufacturing metal parts from an unexpected side. In the design of the printer LightSPEE3D - six-axis manipulator, moving the platform to build, and a fixed nozzle. The metal powder in this nozzle accelerates to supersonic speed, and its particles adhere to the previous layer due to deformation and heat upon impact. The approach allows you to achieve high speed work - the manufacturer claims that the machine forms up to 100 grams of metal products per minute. A separate advantage is the work with aluminum and copper powder.
When using a laser to sinter or melt a metal powder, a problem arises with pure copper. Lasers with a wavelength of about 1000 nm are commonly used, and in this range copper reflects very well. Fraunhofer ILT, not yet a commercial solution, suggests using a green laser with a wavelength of 515 nm.
Course on automation and accessibility
Industry giants are moving to increase printing space and more automation of the production process, and new players are eager to enter the market by offering solutions with some unique features. This may be the choice of consumables, high speed of manufacturing parts, flexibility in operation. And necessarily - the price. To say that in the near future, everyone will have the opportunity to print with metal, it is impossible, but the two-stage production of products - printing and sintering - should make the process much more accessible, compared to SLS and SLM.
When you need hardware to print metal parts, contact Top 3D Shop. Our experts will help you determine the choice of production technology, and then - equipment suitable for solving your problems.
Want more interesting news from the world of 3D technology?
Subscribe to us in the social. networks:




Source: https://habr.com/ru/post/410033/